There are two broad groups of riveting machines — orbital (also known as radial) and impact. Orbital machines set the rivet by lowering it into a spinning forming tool and then shaping it. Several subsets of this process exist including radial, spiralform and rollerforming.
Defining assembly process success factors up front and understanding the machine capabilities and constraints will help you select the best machine for your needs.
Welding
Welding is a manufacturing process that involves melting the surfaces of two or more pieces of metal together. It’s a great option for constructing and joining large metal structures because it can create incredibly strong and durable joints.
However, welding can be a noisy and messy procedure. It’s also less effective for connecting pieces that require movement or flexibility.
Riveting, on the other hand, is a permanent fabrication method that leverages the thermo-softening property of materials. The material softens on heating and fuses with other materials on cooling. It’s commonly used to join metals and thermoplastics. It’s also more versatile than welding because it can be used to join a wide variety of materials. Riveting requires minimal training and is simple to execute. The process is also very economical. There are many different types of riveting machines available, including manual hand tools that work well for light assembly, low volume production and repair. They can also be easily adjusted for varying materials.
Riveting
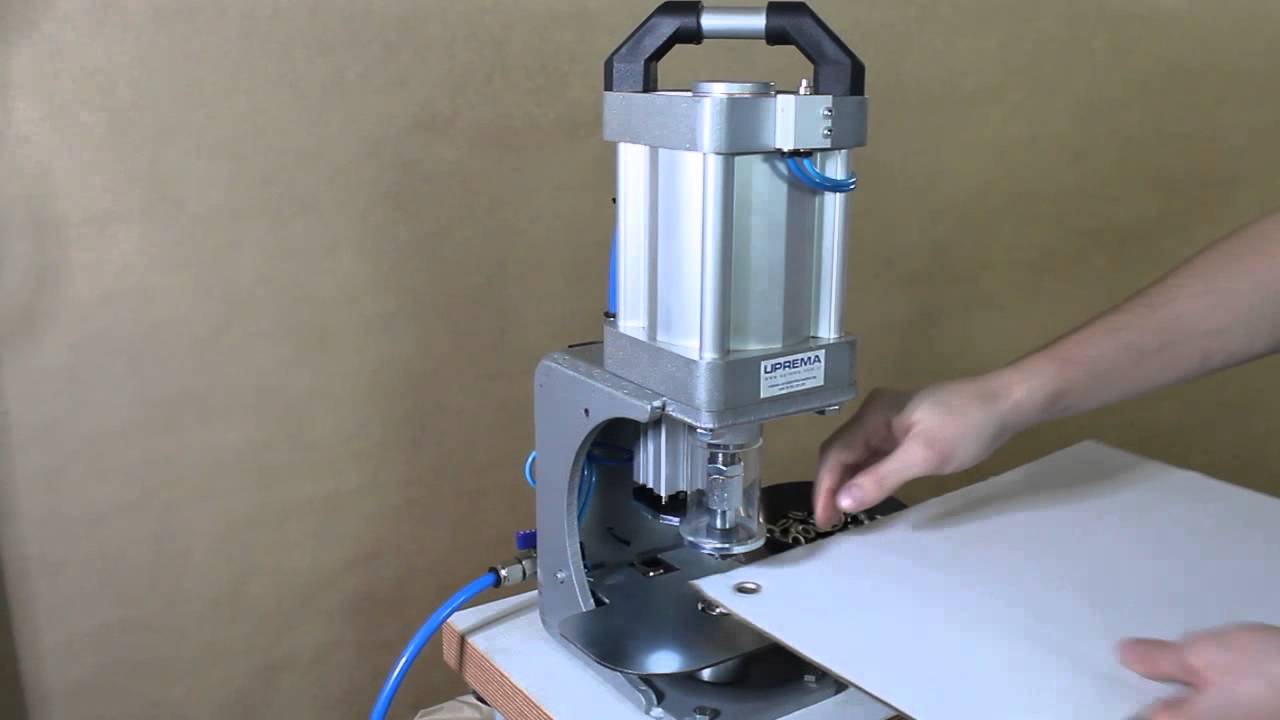
Rivet machines provide a modern alternative to manual riveting and offer greater consistency, productivity and cost savings. Riveting machines come in a variety of configurations, from manually operated handheld riveters and riveting guns to multihead automated riveting tools that are electrically, pneumatically (pop riveters and air riveters) or hydraulically actuated.
Impact riveting drives the rivet downwards through the materials to be joined and on into a forming tool known as a rollset, which causes the head of the rivet to flare out — this process typically takes less than 0.5 seconds per rivet. Impact riveting machines are used in a range of applications, from leather goods to mobile phone components to airplanes and trains.
Monitoring systems are available to ensure the quality of a riveted joint. They include dedicated sensors that monitor the setting force and punch movement throughout the process to generate a force-displacement curve, which is compared against a trained reference curve to identify defects.
Screws
Rivets have no threads but hold parts together by being deformed, a process called clinching. The end of a rivet that is in contact with the workpiece is known as the factory head and the deformed end is known as the tail or buck-tail. They were used to build metal aeroplanes and steam ships before welding became cheaper.
A variety of methods are available to install these fasteners, from hand-held pneumatic squeezers to rotary riveters to electric or hydraulically driven multi-head automated systems. Motor-driven systems can produce a higher level of force but cannot be adjusted to suit different materials and applications.
Oscar rivets have splits (typically three) along the shaft, which causes it to fold outward when installed. This provides a larger bearing surface and increases shear and tensile strength. Round rivet nuts can be made with either a smooth or knurled surface that grips the blind side of the installation material for greater spin-out resistance. Hexagonal rivet nuts are designed for hexagonal shaped holes.
Fasteners
Unlike screws, which come with threads that work with a nut to hold components together, rivets have their own heads and use the shear strength of the material to secure an assembly. This makes them a more versatile fastening choice.
Rivets are available in a wide range of sizes and materials to suit different applications. They are usually used in conjunction with washers to achieve a greater holding force. Typical uses for these fasteners include furniture, cutlery, and electrical manufacturing.
A rivet consists of a body, shell or hat and a mandrel, which is inserted into punched or drilled holes. The hat is upset or bucked by a pneumatically, hydraulically, or electromagnetically actuated squeezing tool to create the head of the rivet and achieve the desired clamping force. A rivet can be installed in holes that have access to both sides or with a blind rivet for applications where only one side is accessible.

